Nearest Maillefer contacts for USA
Maillefer North America
Pipe & Tube
Neil H. Macdonald<br />
<br />
Tel: 423·480·4517
t;.ne;fer;lle;mai;ld/;ona;acd;l.m;neiMaillefer North America
Wire & Cable
#1 Extrusion Drive
CT 06379 Pawcatuck,
Tel: +1 920-215-6628
om;d.c;dar;tan;s-s;avi;w/d;cho;jzaKN Manufacturing Solutions LLC
Fiber Optic
325 Kentucky Court
GA 30548 Hoschton
Tel: +1 404 202 9655
Cell: +1 404 202 9655
com;ol.;nms;n/k;ine;iem;i.n;karAmaral Automation Associates
Wire & Cable
1697 Warwick Ave, Suite D
RI 02889 Warwick
Tel: +1 401 405 0755
om;n.c;tio;oma;aut;ral;ama;es/;salRepco Industries LLC
Wire & Cable
13299 W. Essex Ln.
Illinois 60142 Huntley
Tel: +1 847 802 4315
Cell: +1 847 274 9218
com;es.;tri;dus;oin;epc;s/r;otu;nliSouthern Industrial Equipment
Wire & Cable
2708 Cambridge Way
TX 75092 Sherman
Tel: +1 281 844 4260
Fax: +1 903 813 0285
net;ns.;tio;olu;ons;usi;xtr;y/e;troOur crossheads have compact design and are very easy to handle and quick to assemble.
Our patented Single Valve X-flow System 12/16 is an instant color change system which allows very fast skin or striping color changes.
Substantial raw material cost saving can be achieved with this system through color change scrap reduction. The possible production flexibility and no color change downtime assure high productivity with an X-flow system.
An extrusion group with a single X-flow valve is composed of one main and two auxiliary extruders, an X-flow valve and a triple layer crosshead. The X-flow valve is one of the key components of this color change system. It is located between the auxiliary extruders and the crosshead. The main extruder is used for the uncolored middle layer of the insulation of products without striping. The material flow from this extruder goes directly to the crosshead through a passage in the valve. One of the auxiliary extruders makes a colored outer skin while the other auxiliary extruder supplies its material to the inner layer. Raw material containing the next skin color is feed to the inner layer extruder a certain time before the next color change. This colored inner layer will be not visible since the main insulation and the outer skin hides it.
The function of the X-flow valve is to cross the flow between the two auxiliary extruders. The X-flow valve is activated when the production length of the current color is reached and the inner layer extruder with the next color becomes outer layer extruder. The extruder used previously for the outer layer will now make the hidden inner layer. The skin insulation will start changing color almost instantly and will have the full new color after 5 to 30 seconds depending on the used colors and insulation thickness. Coloring of the inner layer is only needed just before a color change.
The two auxiliary extruders are independent, which means that the thickness of inner and outer layer can be adjusted separately.
| Cable diameter, max. | 16 mm |
| Entry diameter, max. | 12 mm |
| Weight | 49 kg |
Exact values depend on the assembly.
8.7.2026
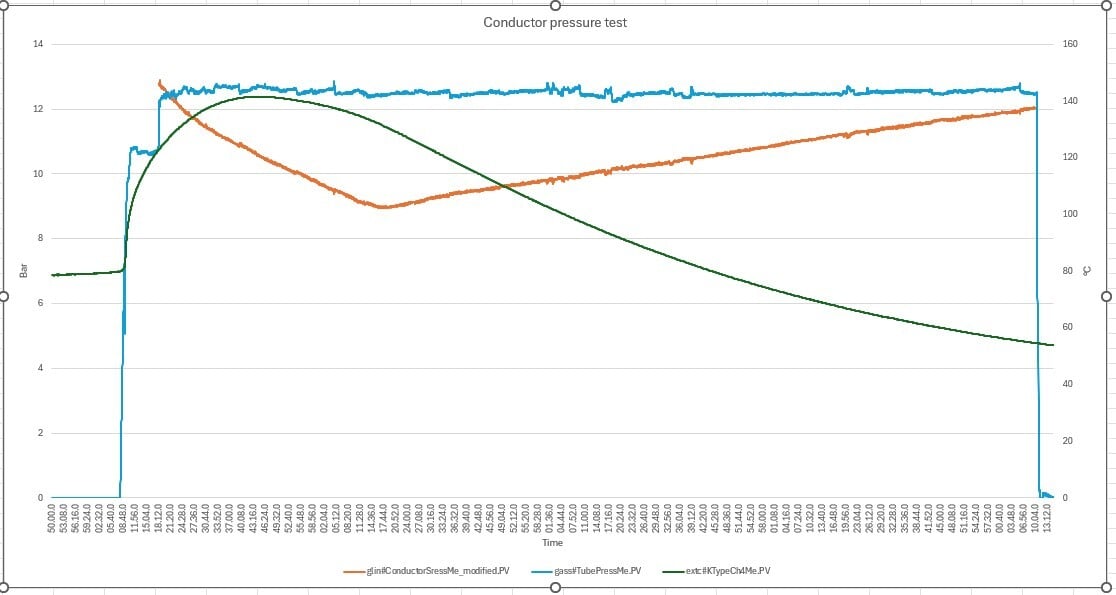
PP Process Modeling – Void HypothesisThis novel measurement method is an added tool to investigate and gain insight into the PP extrusion process. The theory of modelling it is confirmed and shows the way to optimization. Read more
24.6.2026
When durability meets innovation, production keeps running strong. Maillefer’s upgrade solutions breathe new life into extrusion lines built to last — and perform better. Read more
10.6.2026
Innovation doesn’t happen in isolation. Inside Maillefer’s R&D Centers, collaboration turns ideas into breakthroughs — where customers, materials, and expertise converge. Read more
27.5.2026
A new chapter in power cable design is emerging. Maillefer joins forces with leading partners to turn recyclable PP technology into tomorrow’s high-performance standard. Read more
22.5.2026
Maillefer’s OEL42 drop cable jacketing line delivers precision, durability, and speed — empowering manufacturers to supply the rising connectivity demands with confidence. Read more
18.5.2026
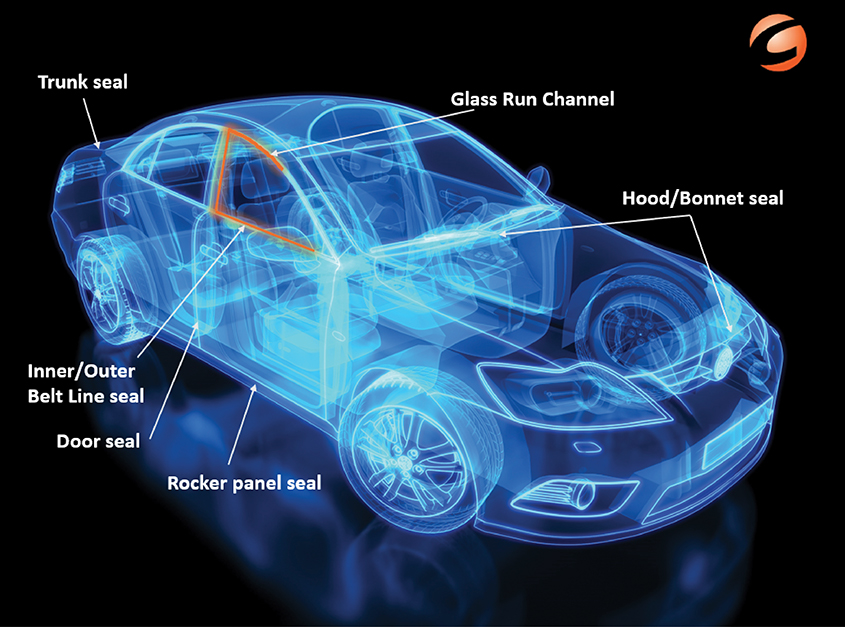
What happens when material mastery meets extrusion expertise? Maillefer and Celanese join forces to redefine the possibilities for dynamic and semi-dynamic automotive weather seals made of TPV. Read more
6.5.2026
When thinking about sustainability in the cable industry, Maillefer considers where we can have the most impact on carbon footprint. Our own actions as an equipment provider are clearly modest compared to the effects we can have on the cable manufacturing end. In cable production, the materials processed during the extrusion phase easily represents 95% of the carbon footprint generated. This is because cable making consumes much material. At Maillefer, we can have the biggest impact by helping our cable-making customers achieve their sustainability goals. Our shared goal is to make more with less. Read more
1.5.2026
Precision meets innovation with Maillefer’s redesigned Cinegran flow meter — smarter, easier to use, and ready to deliver real-time insights for optimal extrusion performance. Read more