Nearest Maillefer contacts for USA
Maillefer North America
Pipe & Tube
Neil H. Macdonald<br />
<br />
Tel: 423·480·4517
t;.ne;fer;lle;mai;ld/;ona;acd;l.m;neiMaillefer North America
Wire & Cable
#1 Extrusion Drive
CT 06379 Pawcatuck,
Tel: +1 920-215-6628
om;d.c;dar;tan;s-s;avi;w/d;cho;jzaKN Manufacturing Solutions LLC
Fiber Optic
325 Kentucky Court
GA 30548 Hoschton
Tel: +1 404 202 9655
Cell: +1 404 202 9655
com;ol.;nms;n/k;ine;iem;i.n;karAmaral Automation Associates
Wire & Cable
1697 Warwick Ave, Suite D
RI 02889 Warwick
Tel: +1 401 405 0755
om;n.c;tio;oma;aut;ral;ama;es/;salRepco Industries LLC
Wire & Cable
13299 W. Essex Ln.
Illinois 60142 Huntley
Tel: +1 847 802 4315
Cell: +1 847 274 9218
com;es.;tri;dus;oin;epc;s/r;otu;nliSouthern Industrial Equipment
Wire & Cable
2708 Cambridge Way
TX 75092 Sherman
Tel: +1 281 844 4260
Fax: +1 903 813 0285
net;ns.;tio;olu;ons;usi;xtr;y/e;troOur Water Cooled Extruder NMR 80 is designed to process all rubber cable materials with high productivity and extrudate quality. Experience behind our thousands of deliveries ensure trouble free operation of your extruder for decades.


Our Water Cooled Extruder NMR 80 is designed to process thermally sensitive polymers and elastomers at low temperatures. Typical materials are semiconductive, sheathing and insulation rubbers in stripe and granular form.
Extruder barrel
The barrel material is nitrided steel nitrided to the mimimum depth of 0.4 mm. The feed section has a smooth exchangeable bushing.
Hydraulic feeding roller for stripe rubber
The rubber stripe is fed with a roller. A hydraulic unit and a motor for the roller are included.
Power transmission
An AC or a DC motor is mounted with a flange onto the gearbox body. The motor is connected directly to the primary shaft of the gearbox with gear coupling.
Temperature control system
Each zone in the extruder barrel has separate temperature control. The barrel is heated by resistors moulded in cast aluminium heating elements. The pressurized, closed cooling water system includes cooling pipes and proportional valves. The cooling pipes are wound around the barrel. The cooling system is connected to the water station. Temperature in each zone is measured by thermocouples located tangentially close to the inside surface of the barrel. The thermocouple reacts quickly to changes in the process conditions providing fast feedback control for heating and cooling. To control heating and cooling each zone has a PID-controller. The feedbox has separate cooling water circulation regulated by an adjustable ball valve.
Pressure control
Melt pressure is measured at the barrel end. The maximum allowed pressure can be preset in line control. Overpressure activates an alarm. A pressure fuse at the barrel end acts as a mechanical guard, releasing the pressure if its nominal value is exceeded. Cables between the extruder and control cabinet are included in the delivery, except the optional motor cable. Screw cooling parts with a rotating connector and hoses are included in the delivery.
| Screw diameter | 80 mm |
| Screw operation length | 14-20D |
| Screw speed, max. | 40 rpm |
Exact values depend on the assembly.
8.7.2026
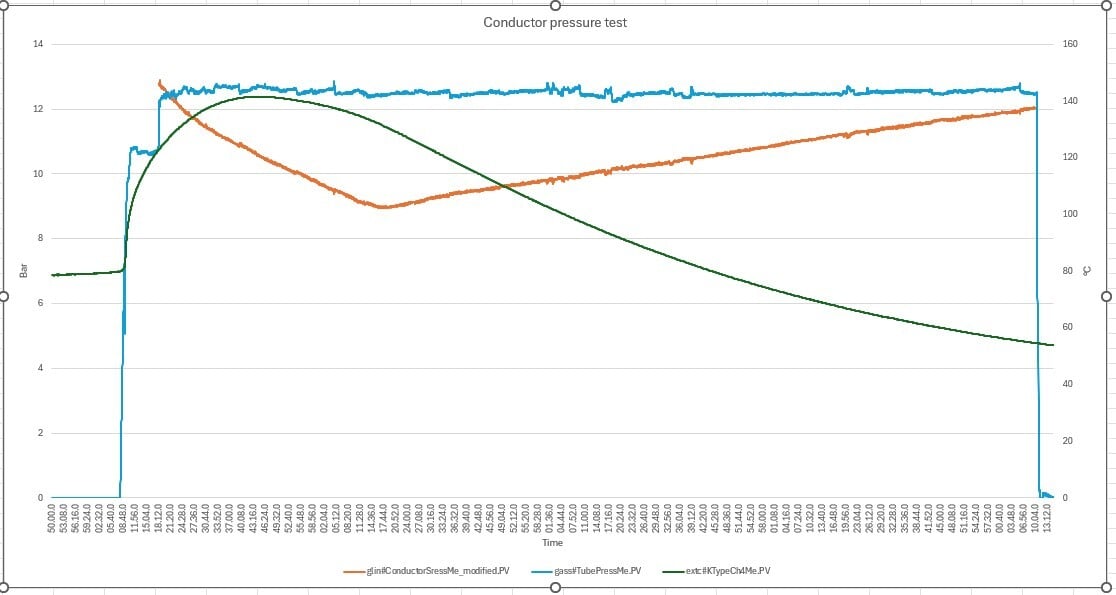
PP Process Modeling – Void HypothesisThis novel measurement method is an added tool to investigate and gain insight into the PP extrusion process. The theory of modelling it is confirmed and shows the way to optimization. Read more
24.6.2026
When durability meets innovation, production keeps running strong. Maillefer’s upgrade solutions breathe new life into extrusion lines built to last — and perform better. Read more
10.6.2026
Innovation doesn’t happen in isolation. Inside Maillefer’s R&D Centers, collaboration turns ideas into breakthroughs — where customers, materials, and expertise converge. Read more
27.5.2026
A new chapter in power cable design is emerging. Maillefer joins forces with leading partners to turn recyclable PP technology into tomorrow’s high-performance standard. Read more
22.5.2026
Maillefer’s OEL42 drop cable jacketing line delivers precision, durability, and speed — empowering manufacturers to supply the rising connectivity demands with confidence. Read more
18.5.2026
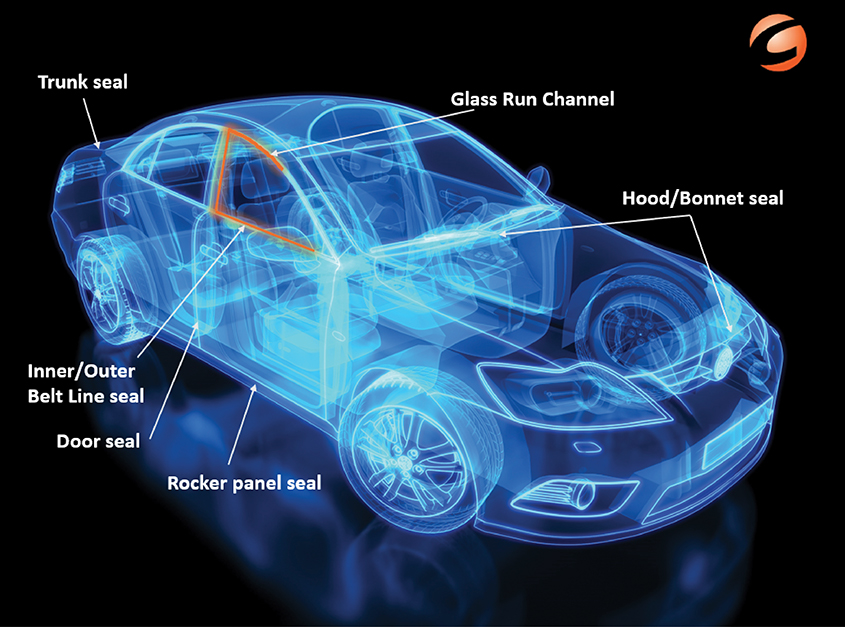
What happens when material mastery meets extrusion expertise? Maillefer and Celanese join forces to redefine the possibilities for dynamic and semi-dynamic automotive weather seals made of TPV. Read more
6.5.2026
When thinking about sustainability in the cable industry, Maillefer considers where we can have the most impact on carbon footprint. Our own actions as an equipment provider are clearly modest compared to the effects we can have on the cable manufacturing end. In cable production, the materials processed during the extrusion phase easily represents 95% of the carbon footprint generated. This is because cable making consumes much material. At Maillefer, we can have the biggest impact by helping our cable-making customers achieve their sustainability goals. Our shared goal is to make more with less. Read more
1.5.2026
Precision meets innovation with Maillefer’s redesigned Cinegran flow meter — smarter, easier to use, and ready to deliver real-time insights for optimal extrusion performance. Read more